欢迎来到青岛澳海源国际贸易有限公司网站!
24小时咨询热线
1851122762524小时咨询热线
18511227625更新时间:2026-02-09
日本东荣TOEI数字CR卡尺CR0508日本*东荣TOEI数字CR卡尺CR0508

| 品牌 | 其他品牌 | 产地类别 | 进口 |
|---|---|---|---|
| 应用领域 | 综合 |
日本东荣TOEI数字CR卡尺CR0508
日本东荣TOEI数字CR卡尺CR0508




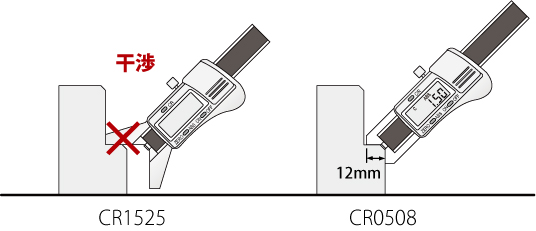
“我想测量会干扰原始数字CR卡尺CR1525的阶梯式工作或附件。”
响应于这样的要求,新增加了具有较短的新型号“ CR0508”。
可以在C0.01至C5.00的范围内测量表面C,并且可以在R0.01至R8.00的范围内测量表面R。
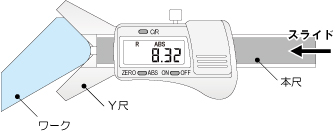
①用“ C / R”按钮选择“ C / R”测量。
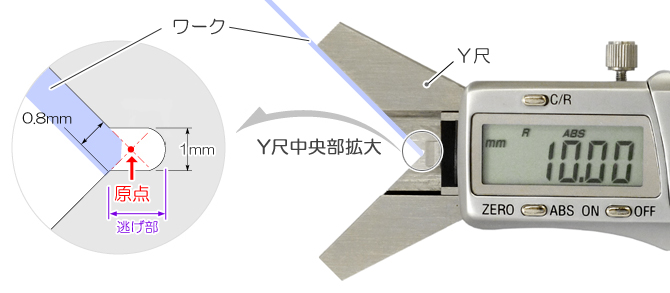
②如右图所示,将要测量的表面放在Y刻度上,然后滑动主刻度进行测量。
“零/ ABS”按钮可让您在值测量和比较测量之间切换。
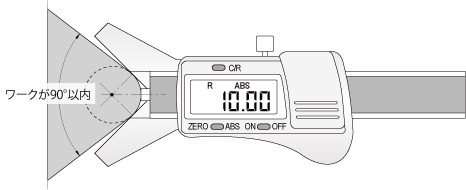
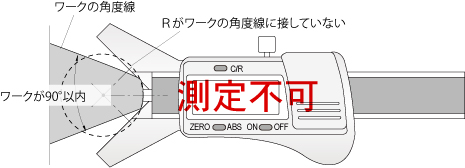
如果工件角度在90度以内,并且R与工件角度线接触,则可以进行测量。
即使工件在90度以内,如果R不与工件的角度线接触,也无法进行测量。
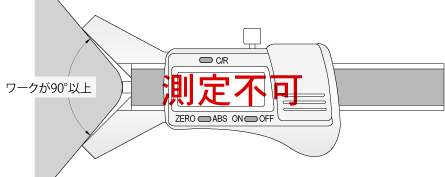
当工件角度为90度以上时,无法测量R。
可以测量厚度为0.8 mm或更大的工件。
如果工件的厚度小于0.8毫米,则它将进入Y刻度释放的原点,并且无法进行测量。
孔C面/ R的测量需要φ25以上。
如果直径小于或等于25毫米,则主体会干扰孔的边缘,并且Y刻度无法正确应用于工件。
另外,由于Y刻度尺的厚度为6mm,因此孔径越小,Y刻度尺越难以附着于孔径曲面,测量误差也越大。它适用于“比较测量”,使您可以比较任何尺寸的正负。
使用数字C型卡尺作为姐妹孔的C面上的值测量值。
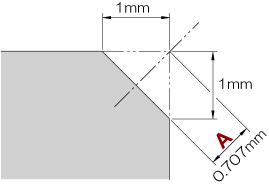
图中的尺寸为C1。
尺寸与三角函数的距离为0.707mm。计算得出的0.707mm可以直接读取为C1。
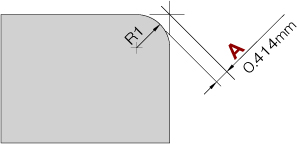
图中的尺寸为R1。
尺寸距离三角函数为0.414mm。计算得出该0.414mm,以便可以直接将其读取为R1。
 |  | |
| 型号 | CR1525 | CR0508 |
| C面尺寸测量范围 | 圆周角为45度,外接角为90度C0.01-C15.00 | 圆周角90度倒角45度C0.01-C5.00 |
| R尺寸测量范围 | R R0.01至R25.00 限制了90度的工作角度 | R R0.01至R8.00 以90度的工作角外接 |
| R R0.6至R25.00 外接圆或90度工作角 | R R0.6至R8.00 外接圆或工作角度为90度 | |
| 尺寸图 | 130公升x 49瓦(㎜) | 136公升x 25瓦(㎜) |
| 尺寸(厚度) | Y秤主体6㎜/秤2.5㎜ | Y秤主体6㎜/秤2.5㎜ |
| 小显示 | C = 0.01 / R = 0.01 | C = 0.01 / R = 0.01 |
| 测量精度 | C =±0.05 / R =±0.08 | C =±0.05 / R =±0.08 |
| 防尘防水标准 | IP50 | IP50 |
| 材质 | 不锈钢(SUS420J2) | 不锈钢(SUS420J2) |
| 电池使用 时间 | 一节3V锂电池(CR2032) 1000小时 | 一节3V锂电池(CR2032) 1000小时 |
| 配件类 | 校准主仪表(Φ20±3μm×8L) | 校准主仪表(Φ20±3μm×8L) |
 发邮件给我们:18511227625@163.com
发邮件给我们:18511227625@163.com
 在线客服
在线客服 电话咨询
电话咨询
